
Image courtesy Top Crop
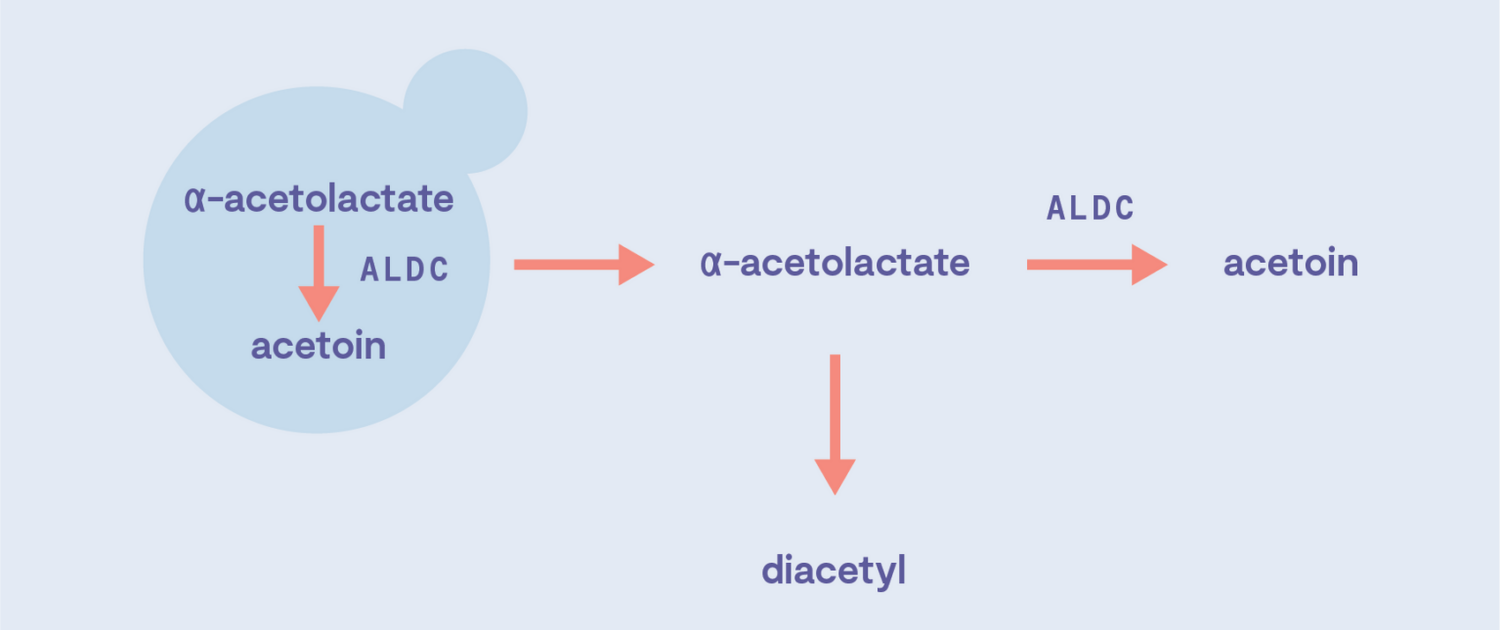
One of the most common off-flavors found in beer is the buttery, slick compound known as diacetyl. This vicinal diketone compound is created during primary fermentation when the yeast produces an intermediate product alpha-acetolactate from the amino acid called valine. Alpha-acetolactate will eventually exit the yeast cell and oxidize into 2,3-butanedione (diacetyl), creating a negative off-flavor in beer. It has a small sensory threshold of 17-70 µg/L before individuals can detect it, and more often than not it negatively impacts the final product. (Diacetyl can also impact spirits production, because it is a volatile compound that can carry over into finished product through the distillation process.) Here we’ll focus on the enzyme, alpha-acetolactate decarboxylase, and its role in reducing diacetyl in lagers.
One of the challenges of creating a lager is reducing the amount of fruity esters and off-flavors detected in the beer to create a crisp, clean flavor profile. The bottom-fermenting lager yeast, Saccharomyces pastorianus, was developed for this very purpose. By the combination of common ale yeast Saccharomyces cerevisiae and the cold-tolerant yeast Saccharomyces eubayanus, a yeast strain was developed that could ferment sugars into alcohol at low temperatures while also reducing the amount of flavor compounds produced. Although lower temperatures produce less esters, it also inhibits the reuptake of diacetyl by the lager yeast to convert it back into non-aromatic compounds. Therefore, many brewers add a diacetyl rest during the last stages of fermentation to decrease levels to below the sensory threshold.
Producing a refreshing, more neutral beer flavor profile combines low fermentation temperatures along with time in the maturation vessel (lagering). Along with creating a brite finished product, the lagering process allows the yeast to slowly uptake the diacetyl compounds in the beer. The yeast then convert them into non-flavor active compounds, such as acetoin or 2,3-butanediol. This process is slow and spontaneous, and can take anywhere from three weeks to several months to complete due to the low temperatures it needs to take place. However, many businesses found the diacetyl rest and lagering process costs extra time, utilities, and tank accessibility. This led to the brewing community to try and create a way to convert diacetyl into acetoin faster to reduce time spent in maturation.
One proposed solution was to commercially produce the alpha-acetolactate decarboxylase (ALDC) enzyme to use as an additive at the start of fermentation. This enzyme is responsible for the breakdown (or decarboxylation) of diacetyl and converting it into acetonin. It is produced from many different types of bacterium, such as Bacillus subtilis. The idea is that when the enzyme is added during the yeast pitch, it will work to convert diacetyl produced by the yeast into non-flavor compounds through the duration of fermentation. This reduces the amount of diacetyl left when the beer finally reaches the lagering step, allowing brewers to reduce the amount of maturation time needed to approve the beer for packaging. Several ALDC manufacturers also claim that the enzyme will allow businesses to skip the diacetyl rest during fermentation. This speeds up the fermentation process all together and open up tank access faster.
What’s your experience employing ALCD to reduce diacetyl in lagers? What other challenges have come up in your lagering process? Give us a shout and we’ll help you troubleshoot.
-Written by Tina Hoffert
References:
Boulton, C. and Quain, D. (2001) Brewing yeast and fermentation /. Oxford: Blackwell Science.
Briggs, D.E. (2004) Brewing :science and practice. Cambridge: Woodhead Pub.
Dasari, S. and Kölling, R. (2011) ‘Cytosolic Localization of Acetohydroxyacid Synthase Ilv2 and Its Impact on Diacetyl Formation during Beer Fermentation’, Applied and Environmental Microbiology, 77(3), pp. 727–731. Available at: https://doi.org/10.1128/AEM.01579-10.
Dulieu, C., Moll, M., Boudrant, J. and Poncelet, D. (2000) ‘Improved Performances and Control of Beer Fermentation Using Encapsulated α-Acetolactate Decarboxylase and Modeling’, Biotechnology progress, 16(6), pp. 958–965. Available at: https://doi.org/10.1021/bp000128k.
Oliveira, R.C., Maciel, V.M.M., Hissa, D.C., França, Í.W. and Gonçalves, L.R.B. (2022) ‘Production of the Food Enzyme Acetolactate Decarboxylase (ALDC) from Bacillus subtilis ICA 56 Using Agro-Industrial Residues as Feedstock’, Fermentation (Basel), 8(12), p. 675. Available at: https://doi.org/10.3390/fermentation8120675.
Spaans, M., Winkler, L.S., van den Broek, M.A. and Daran, J.-M.G. (2026) ‘Diversity of α-acetolactate decarboxylase in the Saccharomycotina yeast subphylum: From discovery to brewing application’, Food microbiology, 134, p. 104903. Available at: https://doi.org/10.1016/j.fm.2025.104903.
Timouma, S., Balarezo-Cisneros, L.N., Schwartz, J.-M., Delneri, D. and Imam, S. (2024) ‘Development of a genome-scale metabolic model for the lager hybrid yeast S. pastorianus to understand the evolution of metabolic pathways in industrial settings’, mSystems, 9(6), p. e0042924. Available at: https://doi.org/10.1128/msystems.00429-24.
Image courtesy Top Crop

