In response to our brewing customers’ requests for a red-hued malt option with versatile usage opportunities across ale and lager styles, Riverbend Malt House presents Ridgeline Red malt.
Fresh off the kiln and now available for purchase, this new malt opens with an inviting aroma of toasted grains, bread crust, and rich honey before shifting into a complex layer of figs and raisins. It closes with a palate-cleansing loose leaf tea finish. Great for red ales and lagers of all kinds, Ridgeline Red can be used for up to 100% of the grain bill, yielding brilliant amber color.
The Brewers Have Spoken
After recent trials, here’s what these brewers across the Southeast had to say about Ridgeline Red:
“It worked great as a base malt and was on par with the efficiency of Riverbend pilsner in my brewhouse. The pH was lower than I anticipated though— good to expect and adjust in the mash.” — Mark Goodwin, Cellarest Beer Project
“Thanks for trusting us to pilot some of this new malt. I think the beer and color are awesome!” — Jason Ford, NOFO Brew Co.
“We made our Holler Atcha West Coast IPA with Ridgeline Red; it looks and tastes exactly as it should!” — Ray Dobens, Salt Face Mule Brewing Co.
Find a Ridgeline Red flavor wheel and even more details here. Place an order by emailing orders@riverbendmalt.com.
https://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.png00Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2026-08-05 18:37:322026-08-05 18:42:02Introducing Ridgeline Red Malt
This time of year, especially, y’all are telling us that our Vienna malt makes a great base malt.
A member of our Munich family of malts that also includes Light Munich, Dark Munich, Double Kilned Munich, Munich Rye, and soon Munich Wheat, Riverbend Vienna Malt is produced using a proprietary blend of regionally grown 2-row barley varieties. We kiln this malt style similar to our Light Munich, with a cooler curing temperature to minimize color development. Flavors like fresh biscuits and honey make this malt a great component in classic German Lager recipes, or American Single Malt grain bills.
What Makes Vienna A Great Base Malt?
Tina Hoffert, Riverbend Malt House Customer Success Representative says that Vienna has a remarkable balance, providing a medium mouthfeel with a smooth, crisp finish. Kilned at slightly higher temperatures than standard pale malt, it introduces a flavor profile with notes of toasted grain, fresh-baked bread with a beautiful golden to light orange hue. Yet it still retains enough enzymatic power to be used as the base malt in the grain bill. “In general, Vienna malt is celebrated for its ability to infuse beer with rich, complex malt character without overpowering the palate,” she says. “This versatility allows brewers to create beers that are deeply flavorful, smooth, and exceptionally crisp.”
Vienna is, naturally, a great base for its namesake, Vienna Lager, and even more beer styles like Altbier, Kellerbier, Kölsch, or Märzen. In this BYO article, Thomas J. Miller says, “Vienna malt offers a grainy, malty flavor, but is much less pronounced than that of Munich malt. It works very well with the heavily-hopped beers because it adds a great degree of malt character without overshadowing the highlighted hops. Due to its light color offering, Vienna is a versatile malt. You can sneak 25% into a Bohemian-style Pilsner for additional malt chewiness or use 90% in an amber.” He closes it down by stating, “I think that Vienna has a place in many more beer styles than you may have first thought,”— and we couldn’t agree more.
Design Your Next Vienna-Based Lager
Maybe it’s for Oktoberfest, or maybe it’s just for fun: Try Vienna as the base of your next recipe and let us know what you think. Our Oktoberfest planning guide has sample grain bills and more details about our Munich Malt family.
If you’ve got questions about designing your next grain bill with a Vienna malt base, we’re here to help!
https://riverbendmalt.com/wp-content/uploads/2026/06/1000011404-scaled-e1781126040176.jpg8531522Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2026-06-10 17:16:072026-06-12 16:05:25Your New Favorite Base Malt: Riverbend Vienna Malt
As summer fully blooms, we know brewers are already thinking into the next season– more specifically, Oktoberfest. The time has come to get those German-style lager recipes in the tanks!
Our sales team is here to help you craft the perfect recipe, so please feel free to reach out. We can share stats on individual batches to help ensure you hit your target color, flavor profile, and ABV!
You can also design a malt blend to create signature flavor profiles. Please reach out to your Riverbend representative or email sales@riverbendmalt.com for more information about our custom malt program.
Without further ado, here is our Oktoberfest planning guide to our standard malt offerings to help plan all of your fall recipes. Scroll down for sample grain bills!
This product was inspired by the malts hailing from the Hana valley in the eastern portion of the Czech Republic that remain truly under-modified and low in color. In order to reign in these traits, we reduced our steep out moisture and reduced germination temperatures. We coupled this approach with a cool, gentle kiln recipe to ensure minimal color development. The result is a malt with a distinct flavor and color of 2 SRM or less. The lack of modification opens the door for brewers to utilize step mashing or multiple decoctions to increase efficiency and build flavor. Don’t have that capability in your brewhouse? Not to worry– we aimed for a level modification that doesn’t require these steps.
One of our best selling flagships, Chesapeake Pilsner malt has been featured in a wide array of lagers around the Southeast. Produced using 100% Virginia-grown 2-Row barley, this malt contributes notes of fresh-baked crackers, melon, and honeysuckle.
This Pilsner is produced using 2-Row barley grown in Tennessee. The Calypso variety imparts a breadier, doughier profile when compared to the Chesapeake Pilsner Malt. This malt style is perfect for lightly hopped lagers.
We kiln this style similarly to our Light Munich malt, with a cooler curing temperature to minimize color development. Vienna Malt helps to create full body and smooth mouthfeel, with honey-like sweetness and light toast on the finish.
Producing a high-quality Munich-style malt requires a completely different approach to the process. Higher kilning temperatures and extended times combine to create the rich, bready flavor profile that these malts are known for. We use a proprietary blend of 2-row barley varieties as the base for this product. Try it as a base malt for your next Doppelbock recipe, or in smaller percentages in a Helles!
A continuation of the Munich-style, this product is crafted using an intense 30+ hour kiln cycle that utilizes high temperatures and different air flow management techniques. The result is an aromatic malt that delivers notes of baker’s chocolate, toast, and dark fruit.
As its name suggests, Double Kilned Munich makes two trips through the kiln, a process that helps develop the complex flavors and increases color to approximately 50 SRM. This malt style will contribute a beautiful, ruby red hue and notes of dark fruit and toffee with a touch of fresh roasted coffee flavor. Use it in low percentages in your Oktoberfest recipes to impart that satisfying dry, toasty finish.
Crafted using an heirloom variety called Wrens Abruzzi, this malt is kilned at higher temperatures throughout and delivers notes of pumpernickel bread, cardamon, and allspice.
Coming Soon: Munich Wheat!
Stay tuned for more details.
Here are some sample Grain Bills…
Festbier
Cumberland Pilsner – 70%
Vienna Malt – 22%
Dark Munich – 8%
Oktoberfest
Cumberland Pilsner – 60%
Vienna Malt – 30%
Munich (Light or Dark) 10%
Pilsner or Vienna – 70%
Munich (Light or Dark) – 25%
Crystal 50 – 5%
Chesapeake Pilsner – 36%
Light Munich – 23%
Dark Munich – 23%
Vienna Malt – 18%
#madewithRiverbend
When your fest biers hit the taps and cans and bottles, please submit them to our Made With Riverbend page so we can help you get the word out!
https://riverbendmalt.com/wp-content/uploads/2023/09/IMG_6517.jpg745883Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2026-05-21 12:58:322026-06-11 15:01:31Oktoberfest Recipe Planning Guide By Riverbend Malt House
Riverbend Malt House is adding its darkest malt offering yet to its Crystal malt family. Crystal 80 malt is now available for purchase.
After years of research and development to inform the move from caramelization to crystallization, the Riverbend team is pleased to add Crystal 80 to its portfolio. This new malt is produced using a proprietary kilning technique that mimics the stages of a standard roasting profile without the intense heat. The result is a truly crystalized malt that delivers syrupy smooth dark cherry, baker’s chocolate, finishing with a touch of coffee cake and oak. This malt will add deep color and complexity to the flavors in styles like English Mild or Barleywine.
Like all the products in Riverbend’s Crystal family, if the kernels were to be cut open one could see their crystallized cores. The malt house team is proud to have achieved this effect, especially in this darkest product that comes in at an SRM range of 70 to 90. Crystal 50 delivers syrupy smooth toffee notes supported by hints of coffee and dark chocolate, with an SRM range of 45 to 55; and Crystal 20 yields loads of light caramel and toffee flavors followed by hints of pumpernickel and black tea, with 15 to 25 SRM.
Contact your sales representative or email orders@riverbendmalt.com to place an order of Crystal 80.
https://riverbendmalt.com/wp-content/uploads/2026/04/IMG_4245-scaled.jpeg20481536Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2026-04-14 15:52:412026-04-14 15:52:41Riverbend Malt House Crystal 80 Malt Is Now Available
Riverbend Malt House exemplified its Malt With A Mission ethos in 2025 with strong relationships across the supply chain, research and development on innovative products, and continued commitment to their environmental initiatives.
Here is the Riverbend Malt House 2025 Year In Review.
Production & Team
Last year, Riverbend produced nearly 4 million pounds of malt. In October, Riverbend’s production crew filled the GKV with the malt house’s 1000th batch.
The malt house installed a hammer mill to achieve a finer, distiller’s crush on malt.
2025 marked Riverbend’s fourth consecutive year of zero injuries or incidents.
The growing team at Riverbend now includes Customer Success Representative Tina Hoffert, who comes to the malt house after years of professional brewing experience. She is now one of 14 Riverbend employees.
Riverbend Malt Innovation
After becoming the world’s first Certified Regenified™ malt house in 2024, Riverbend produced the first certified malt this year. Fullsteam Brewery became the first-ever certified brewery in the Regenified program this year, crafting two beers in their Reset series with Regenified Southern Select malt.
Riverbend introduced Honey Malt, Crystal 20, and Crystal 50 malts to its portfolio last year. The production team also refreshed Speakeasy Distillers Malt with the new Vivar barley variety, which is negative for glycosidic nitrile and high in enzymatic activity— making it the perfect choice for distillers exploring export to the EU and Canada.
As Avalon 2-Row barley acreage continues to expand, Riverbend is purchasing this varietal from four states and incorporating it into its Cumberland Pilsner malt style. “This is exciting news, as this represents a big step forward for regionally-adapted varieties,” says Riverbend Malt House Co-Founder Brent Manning.
Local Farmers and Customers
In 2025, Riverbend sourced grain from family-owned farms across the Southeast region, including North Carolina, Tennessee, Kentucky, Florida, and Virginia— all within 500 miles of the malthouse.
Riverbend sold malt to more than 300 breweries and distilleries in 2025.
Because most brewhouses are fueled by coffee and not nut rolls, Riverbend partnered up with Asheville’s Coffee Library last year to give their pallet orders a boost. Now customers who order full pallets get a custom coffee blend selected by the Riverbend and Coffee Library teams.
Many of Riverbend’s customers were recognized with prestigious quality awards, including medals at the Great American Beer Festival, the North Carolina Brewers Cup, the South Carolina Brewers Cup, and the San Francisco World Spirits Competition.
Events & Community
Riverbend was thrilled to bring its annual celebration of Southern Lager to the malt house in 2025. Riverbend customers are invited to serve their expressions of Southern Lager at this event again slated for May 1-2, this year with added technical and sensory training before the beer celebration.
Last year, the malt house made a donation to BeLoved Asheville for each of the annual customer surveys they received.
Throughout 2025, breweries across the Southeast collaborated on fundraiser beers made with Riverbend malt for causes they cared about. The team at Riverbend was delighted to support at brew days and with malt donations for beers crafted to support hurricane relief efforts, Veterans, and regenerative agriculture. Read about them here.
Environmental Stewardship
2025 was a year of incremental improvements in malthouse efficiency, with carbon emissions per pound falling by 0.1 percent. The rootlet recycling program recorded more than 190,000 pounds of material diverted from landfills, approximately 2,000 more than 2024. Riverbend’s polywoven recycling program also marked increases in overall volume.
https://riverbendmalt.com/wp-content/uploads/2026/03/Screen-Shot-2026-03-31-at-3.48.43-PM.png11581738Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2026-02-26 17:47:212026-03-31 18:05:26Riverbend Malt House 2025 Year In Review
Many Riverbend customers are brewing with our Rye malt— Carolina Rye and Munich Rye— so we asked our Customer Success Representative, Tina Hoffert, to school us on best utilization of this grain in the brewing process. Tina is a graduate of AB Tech Asheville and she was brewing professionally before joining the Riverbend team.
Below, she runs us through Rye 101 with recommendations to combat issues with high-viscosity, and some of her favorite rye beer styles.
Rye 101
Rye (Secale cereale) is a cereal that has been cultivated and grown since ancient times that belongs to the grass family, Gramineae. It is a part of the Triticaea tribe, which also includes wheat and barley. Modern rye varieties are said to have originated from its ancestor Secale montanum. This is a wild rye species found in Mediterranean and Middle Eastern regions along the Black and Caspian Sea. The exact origin of rye is unknown, but some speculate that rye and oats originated as weeds in wheat and barley crops and were later cultivated by farmers.
The majority of rye crops are sown in the fall and harvested in the spring, nicknaming it “winter rye” since it will grow over the winter months. Rye can grow in areas that are too harsh for other winter crops and can survive low temperatures of -31℉, droughts, and nutrient deficiencies. Rye is more resistant to pests and diseases, with the exception of ergot where it is more susceptible. Since rye can grow where other crops fail, it is used as a pioneer crop to improve soils that are considered wasteland or sterile. Rye can also compete well against other unwanted species, so it is used for crop rotation after a harvest to improve overall soil health.
The structure of the rye kernel is made up of three parts- the bran, endosperm, and germ. The endosperm composes the majority of the kernel and contains the starch and protein granules used in the brewing and distilling process. Although rye has 𝛃-glucans present which are commonly attributed to gummy mashes, the characteristic high-viscosity of rye is also attributed to the large amounts of arabinoxylans found in the cereal. The arabinoxylans are water-extractable, and will combine with water to create highly viscous solutions. Unlike barley, rye does not have a husk for use in the lautering process and is usually thinner and smaller than other grains. In comparison to barley, rye has higher concentrations of enzymes (primarily 𝛂-amylase) and can be added to grist bills to increase fermentable extract.
Troubleshooting
Rye malt is known to be problematic in the brewhouse. This is due to its beta-glucan and arabinoxylans content causing the mash to become “gummy” or “sticky” along with its lack of husk for lautering. Here are a few suggestions for managing this grain in the brewhouse…
Extend the germination times to increase enzyme content during the malting process
Adding a beta-glucan rest between 100-120℉ in the mash
Increasing the liquor-to-grist ratio in the brew
Add rice hulls to improve lautering
Fine tune your mill gap to compensate for the smaller grain size. The most common mill gap range for commercial brewing lies between 0.35-0.65mm, depending on mill type and size. Brewers may need to adjust to a smaller mill gap than normal to compensate for the smaller rye grains.
Keep the rye content in the grist bill to 20 percent or less, so that there is enough barley husks to help lauter the rye
Producers love rye malt for its pleasant flavor and aroma characteristics that are commonly spicey, nutty, and earthy. It is often described as having a peppery or clove-like sensory character and astringency to the mouthfeel. Rye malt can also add tanginess to the product, which works very well in farmhouse ales like Sahti or wild fermented beverages such as Kvass. Depending on how the rye is malted and the percentage used in the grist, rye can give color ranging between light straw to dark brown. It can also add a fuller body and good head retention to beers. Over the years we’ve enjoyed many a rye IPA and pale ale, Roggenbier, stouts, porters and farmhouse ales— all with made with Riverbend rye malt.
Let’s dive into these beer styles:
Roggenbier
Roggenbier originated in Bavaria and was popular during the medieval period until the Reinheitsgebot lawdeclared that rye was to only be used for baking bread due to crop failures. This style consists of a grist bill of greater than 50 percent malted rye. It’s darker in color, has strong grain sensory characteristics, with a full-body mouthfeel and rich flavor. Roggenbier is similar to Dunkelweizen in how it is brewed and fermented, but substitutes the wheat for rye.
Rye Pale Ale & Rye IPA
Rye is also commonly used in IPA and Pale Ale beer styles. Rye malt is generally used between 5-30 percent of the grain bill to give beers its characteristic spice and peppery flavors. It creates beers that are light straw to dark brown in color, with good foam and full-bodied mouthfeel. Rya can be found in Belgian-style pale ales such as Tripel.
Farmhouse Ales & Table Beers
Rye malt is a common addition to farmhouse ales and traditional table beers. Styles can include rye saison, Sahti (seen below), mixed-culture beers, and raw beers (beers that have not been boiled). Less common styles include Setomaa koduõlu and Karelian-Baltic taari. The use of rye in these beers are variable and often depends on traditions, brewing region, and desired outcome of the beer.
Kvass
Originating from Northern Europe, the name translates to “bread drink”. This beverage is generally made from stale rye bread, rye flour, and rye malt. It is generally considered to be a non-alcoholic, cereal-based beverage due to its low alcohol content of 2 percent v/v or less. Bread is soaked in water then later fermented with a mixed culture of yeast and lactic acid producing bacteria (LAB). There are many commercially available Kvass products with recipes that can include any combination of mint, raisins, juniper berries, and sugar. It is naturally carbonated and is said to have positive nutritional properties and helps digestive health. The end result should be low-alcohol, slightly sour and sweet, low carbonated drink with bready and rye flavor profiles.
Sahti
This is a traditional farmhouse-style beer found in Finland which includes malted and unmalted rye in the recipe. The beer consists of around 10 percent rye in the grain bill, along with wheat or oats. The style is generally unhopped since it predates the use of hops as a preserving and bittering agent in beer. Traditionally, production was carried out in domestic saunas and wort was made through infusion mashing by adding heated water to the mash. In some cases, the addition of heated stones (similar to steinbier) are added to create kivisaht or “stone sahti”. The wort is generally not boiled and involves juniper branches to filter through. The branches would sit on a filter bed of rye straw in a trough-shaped vessel called a kuurna where wort was filtered then fermented with bakers yeast. The end result is a spiced, 7-8 percent v/v alcohol beer table beer.
Want to add some spice to your next recipe? Our rye malt products are 25 percent off in celebration of #RyeJanuary! ORDER HERE and mention Rye January.
Tell us about your (rye) beers #madewithRiverbend here.
Sources:
Arendt, E.K. and Zannini, E. (2013) Cereal grains for the food and beverage industries. Woodhead Pub. Available at DOI: 10.1533/9780857098924.220
Boulton, C. (2013) Encyclopaedia of brewing. 1st edn. Chichester: Wiley-Blackwell.
Brzozowski, L.J., Szuleta, E., Phillips, T.D., Van Sanford, D.A. and Clark, A.J. (2023) ‘Breeding cereal rye (Secale cereale) for quality traits’, Crop science, 63(4), pp. 1964–1987. Available at: https://doi.org/10.1002/csc2.21022.
Cadenas, R., Caballero, I., Nimubona, D. and Blanco, C.A. (2021) ‘Brewing with Starchy Adjuncts: Its Influence on the Sensory and Nutritional Properties of Beer’, Foods, 10(8), p. 1726. Available at: https://doi.org/10.3390/foods10081726.
Ekberg, J., Gibson, B., Joensuu, J.J., Krogerus, K., Magalhães, F., Mikkelson, A., Seppänen-Laakso, T. and Wilpola, A. (2015) ‘Physicochemical characterization of sahti, an “ancient” beer style indigenous to Finland’, Journal of the Institute of Brewing, 121(4), pp. 464–473. Available at: https://doi.org/10.1002/jib.246.
Galanakis, C.M. (2020) Trends in non-alcoholic beverages /. 1st ed.
Rani, M., Singh, G., Siddiqi, R.A., Gill, B.S., Sogi, D.S. and Bhat, M.A. (2021) ‘Comparative Quality Evaluation of Physicochemical, Technological, and Protein Profiling of Wheat, Rye, and Barley Cereals’, Frontiers in nutrition (Lausanne), 8, p. 694679. Available at: https://doi.org/10.3389/fnut.2021.694679.
Wood, P.J. (2010) ‘Oat and Rye β-Glucan: Properties and Function’, Cereal chemistry, 87(4), pp. 315–330. Available at: https://doi.org/10.1094/CCHEM-87-4-0315.
Every year, we take time to identify some of our favorite beers we tried and why they stood out to us. In 2025, breweries across the Southeast collaborated on fundraiser beers made with Riverbend malt for causes they cared about. We were inspired to see so many of these initiatives, and delighted to support at brew days and with malt donations. Thank y’all for inviting us to be a part of these awareness and fundraising efforts.
Beers For Helene Relief
Hurricane relief is still ongoing across Western North Carolina. To do our part, we worked with our friends at Big Pillow Brewing, Whaley Farm Brewery, and Leveller Brewing on beers that raised needed funds for disaster recovery.
We were happy to donate Czech-Style Pilsner and Double Kilned Munich malts for a collaboration by Big Pillow Brewing and Black Mountain Brewing when Big Pillow was able to re-open after Hurricane Helene with this Czech Amber was pouring on their first night.
Whaley Farm Brewery was able to re-open with small batch beers on draft in June of this year. We were more than happy to send some malt to help restart their operation and are huge fans of Chris’s American Bitter recipe that was made with Riverbend Southern Select.
Leveller Brewing Co. Pearletta, a Saison made with an array of Riverbend malts including Honey Malt and Munich Rye, was released at a benefit for ReString Appalachia. This thoughtful group raised money to put quality instruments back in the hands of those who lost them in Hurricane Helene.
Beers For Soil Health
Props to our friends at Fullsteam Brewery, who became the world’s first Certified Regenified™ brewery this year! Their investment in soil health and conscious farming practices has been a part of their plow to pint ethos from their start. In 2025, Fullsteam crafted their Reset: ESB and Reset: Oktoberfest with our Certified Regenified Southern Select malt. The Reset series is a line of classic, true-to-style beers brewed with 100% North Carolina malt.
More Beers For Good
We collaborated with Greenville, South Carolina’s new Wild Yarrow Brewing Co. on Spirit Moves crafted in support of the Michael Jackson Foundation for Brewing and Distilling. It’s a Hazy IPA made with Riverbend Southern Select, Hull & Oats, and Appalachian Wheat rich with notes of peach rings, raspberry, watermelon candy, and mango.
The second annual Craft Malt Month inspired festbier collaborations with Printshop Beer Co. and Lookout Brewing. Printshop channeled the spirit of traditional German brewing with old-school production techniques! Fermented with the traditional 3470 German lager strain, naturally carbonated to retain more malt flavor, and then lagered to craft a smooth, clean brew, this festbier balances flavor and drinkability. Lookout’s expression of the season had hop additions that give it a refreshing, tropical twist. Proceeds from both beers were donated to the Craft Maltsters Guild.
Veteran owned breweries from across the Southeast— Wild Heart Brewing, Scuffle Hill Brewing, Over The Horizon Brewing, Forgotten Road Ales, Seminar Brewing, and Surf City Brew Co. — created a Veteran’s Day collaboration double dry hopped hazy called ‘DDH-214’, a play on the term DD-214 that indicates a Veteran has departed from service. The grist on this collaboration was made with Riverbend Avalon Pilsner, Base Camp, Appalachian Wheat, Hull & Oats, and some Great Chit malt, and all proceeds will be donated to Fisher House Charleston.
What were your standout beers of 2025 that were made with Riverbend malt? Submit them here to be featured.
https://riverbendmalt.com/wp-content/uploads/2025/12/unnamed.png12781050Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2025-12-29 17:18:012026-03-26 08:54:009 Best Beers of 2025: Made With Riverbend Malt For Good Causes
Because most brewhouses are fueled by coffee and not nut rolls, we partnered up with Asheville’s Coffee Library to give our full pallet orders a boost!
Meet Grain & Glory Coffee
Inspired by some of our favorite specialty malts, the first blend we created with the Coffee Library delivered a creamy, sweet cup with rich notes of bakers chocolate, dark fruit, and just a hint of smoke in the finish. The mouthfeel really shines on this one— it’s full and satisfying without being overpowering.
Southern Hops Murrells Inlet liked this coffee blend so much that they incorporated the coffee into a seasonal-infused version of their flagship Goldilocks Golden Ale. This beer is brewed exclusively with Riverbend malts: Southern Select for the base malt, with Light Munich and a touch of Great Chit to provide the perfect clean blonde canvas for pumpkin spice, vanilla bean, and Grain & Glory coffee additions. “We see Goldilocks as the “Crust”,if you will, for this delicious fall inspired pumpkin ale, which married perfectly with Coffee Library’s Grain & Glory selection,” says the Southern Hops team.
What’s Brewing: Mash In Blend
The initial idea for this blend was to start with something more robust and bold. Cold winter mornings will be here soon enough and I was looking for something with a bit more “campfire” character to get things going. Not necessarily smokey, but like the flavor and body you get from using that old moka pot on your grandpa’s Coleman stove. Walking the line between espresso and drip production methods.
We tasted through six different coffee varietals utilizing the traditional cupping process in the “red” room at Coffee Library in Asheville. This light setting is meant to remove any bias on roast color. As with beer, drinkers think very dark colors (incorrectly) correspond to stronger, bitter flavors. In addition to removing the color assessment component, we found that it helped narrow my focus by softening the other stimuli in the room.
The traditional coffee cupping process involves unfiltered grounds that form a crust on the top of the tasting vessel. This crust is punctured after steeping takes place, allowing the taster to experience the freshest aromas at high concentrations. The Narino roast from Columbia displayed some creamy, sweet notes with a touch of vanilla bean in the finish. A top contender by itself, but ultimately didn’t mesh well with the Cuban base. The Mexican roast profile surprised me with an assertive, oaky finish… which we knew my bourbon aficionados would appreciate.
After the initial round we experimented with a few different blends of our favorites until we arrived at the perfect mix. These included a light roast from Guatemala that offered some excellent fruit and milk chocolate notes and some other interesting offerings from Indonesia.
The varietals below complemented each other to create a robust, multi-layered cup of java that will kick start your brew day!
Mash in Blend 2025
Cuban – Bakers chocolate, brownie crust, with a touch of pipe tobacco
Mexican – Citrus zest, baking spices, with an oaky finish
Sulawesi – Dark Chocolate, toasted hazelnuts, and molasses
If you were wondering, Sulawesi is an Indonesian Island located to the west of Papua New Guinea and north of Australia. Read more here. (We had to look it up.)
Look for bags of this to go out on your next full pallet order. And please, please someone brew a coffee-infused Porter for us (mostly Brent) to enjoy this holiday season.
https://riverbendmalt.com/wp-content/uploads/2025/11/Screen-Shot-2025-11-11-at-1.08.12-PM-e1762892333816.png652816Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2025-11-11 15:22:052025-12-07 21:29:50Riverbend Malt House and Asheville’s Coffee Library Partner On Pallet Coffee Program
One year ago, Hurricane Helene shook the communities of Western North Carolina with irrevocable damage. At Riverbend, we lost power in our facility and subsequently a great deal of malt product— but we were lucky. Our incredible team stayed safe from the storm, and showed up diligently to help us create a new normal. Once the lights were back on, we were able to donate this unusable malt to farmers for feed and compost.
Hurricane Helene seemed to fall away from the 24-hour news cycle as quickly as it arrived. We think it’s important to note that for months afterwards, many of our customers worked tirelessly on repairing their facilities, rebuilding their income, and reconnecting with their teams. Everyone in the area felt the impact. To name just a few of the companies that have demonstrated this resilience, we tip our hats to Hillman Beer, who had significant damage at their Old Fort location; to Whaley Farm Brewery, who rebuilt their entire building in time to celebrate three years in business.
Many of our customers and partners— too many to name here without writing the world’s longest blog post— facilitated heroic relief efforts. The River Arts District Brewing Company offered hot meals and supplies to anyone in need for weeks; Oak & Grist Distilling Co. transformed into a potable water station to support their neighbors; Walnut Grove Farms and ASR Grain Company shipped truckload after truckload of supplies to Asheville and nearby areas. Cellarest Beer Project also offered supplies and meals to their neighbors, and now in gratitude for Blue Ridge Public Radio’s coverage and updates in Hurricane Helene’s aftermath will match 100% of station donations in their taproom throughout the month of September to help them recoup losses from federal funding cuts.
Whether our customers crafted these relief beers, or simply just continued purchasing our malt— they made a tremendous difference in our ability to support our team and community over this past year. Again, we don’t have enough room to acknowledge everyone, but we’ll thank a few of them like Sierra Nevada, Lookout Brewing, and Riverside Rhapsody for their continued and consistent purchasing.
Visit Asheville
Asheville and the greater WNC area are heavily reliant upon tourism, which has seen expected decline since Hurricane Helene. Billy Strings blessed us with a two week residency in February, providing a huge economic boost to the small businesses throughout downtown. The music community also fanned out to support those that had lost their instruments in the flood through the work of Restring Appalachia. These efforts help preserve the old time music that has been passed down for generations throughout the region.
As spring opened up, businesses slowly began to see increased foot traffic and sales. Local leaders arranged for outdoor art markets in the reclaimed spaces throughout the River Arts District and the residences responded. The Explore Asheville group has also been hard at work engaging media far and wide to help us convey the message that we are open for business, and could use your support now more than ever. Big thanks to journalists like Joshua Bernstein and Jenn Rice for lending their influential voices to this narrative.
Now, the majority of the Blue Ridge Parkway has reopened and craft breweries in Asheville are celebrating Oktoberfest all across town. With a long and vibrant leaf season ahead, predicted to peak late in October, now is the perfect time to plan your trip to the area. If you’re headed this way, please give us a shout. We love malt house visitors!
Looking Ahead
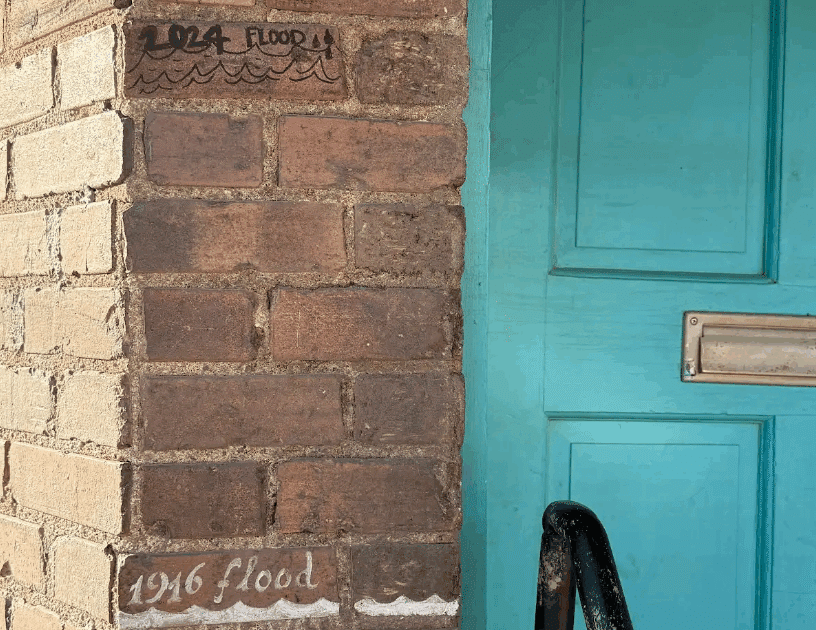
No doubt the weeks ahead will bring tears for those we lost, but also continued hope for the future. Our community has rallied to support one another in so many powerful ways and has made great strides towards a recovery that we now know will take years to achieve. The people of Western NC are no strangers to carrying the weight of rebuilding on their backs. They responded after the Flood of 1916, and more recently with Hurricane Ivan in 2004. The scars took years to heal, but the rebirth served to strengthen our commitment to the land and our neighbors.
Hurricane Helene will be no different., We will rise again.
Please take a moment to learn about and support these organizations still working to rebuild WNC.
https://riverbendmalt.com/wp-content/uploads/2025/09/Screen-Shot-2025-09-22-at-11.45.36-AM.png10441610Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2025-09-22 13:54:382025-10-17 14:44:51Hurricane Helene Reflections from Riverbend Malt House
The Riverbend Malt House 2025 harvest report is here!
Growers throughout the Southeast work with winter grains that are typically planted in mid-October and harvested in late May or early June. This schedule gives the crops time to establish a stand before entering the dormancy stage over the winter months. As temperatures warm in the spring, the plants begin their journey toward maturity. Under ideal conditions, sufficient rain will support growth this period and then give way to a warm dry spell in late May that supports the development of bright, plump grain kernels.
The 2024-25 growing season did not follow this script! We had above average snowfall levels across several states in January, giving way to an extended, cooler spring. Couple these events with a seemingly endless cadence of late afternoon thunderstorms in June— and we have the makings of a challenging 2025 harvest.
Despite these challenges, a majority of our growers were able to deliver high-quality samples that exceeded our expectations! Keep reading for more details.
Avalon Leads The Pack
Now in its third year of production, Avalon barley has really hit its stride. Acreage increased dramatically with the expanded availability of certified seed after the 2024 harvest. As a result, we will be bringing in Avalon from farmers in four different states. This is exciting news, as this represents a big step forward for regionally-adapted varieties.
Violetta barley will remain an important part of our variety mix after another successful harvest. From coastal Virginia (Bays Best Farm) to central Kentucky (Walnut Grove Farms), this variety weathered a wide array of stressors, but emerged with strong yields and plump kernels.
2025 Harvest Signals Small Changes Ahead
The 2-row Calypso barley variety has not fared well over the last two harvests, presenting a number of challenges in the malt house this spring. As a result, we have made the decision to phase it out of production.
As part of this transition, we’re excited to announce an evolution for our beloved Cumberland Pilsner. As part of our commitment to brewing with the finest local ingredients, we are transitioning to Tennessee-grown Avalon barley from our partners at Teeter Farm & Seed Company in Clarksville.
This beautiful grain allows us to continue delivering the classic Cumberland Pilsner flavors you love— fresh bread crumb, melon, and sweet aromatics— which have been the calling cards of Calypso barley. Avalon barley enhances its character and quality, while the flavor up a notch or two. We’re thrilled to deepen our support for local agriculture, and can’t wait for you to taste this next chapter of a fan favorite.
Research & Development
2025 marks the first time we have harvested a dedicated variety for the distilling market, and we are eagerly awaiting the results of our early trial batches. These winter barleys will deliver a significant increase in enzymatic activity compared to our current 2-row options and are considered negative for glycosidic nitrile. If successful, these varieties will usher in a remarkable step forward towards achieving the goal of sourcing distiller’s malt from local farms throughout the South.
We are also continuing our partnership with Virginia Tech’s Small Grains program, providing feedback on the next generation of 2-row barley varieties for our region. As with Avalon, we’ll be running small test batches and providing results from our sensory panels to researchers to help them choose the most flavorful varieties for future release.
Stay tuned for more information on these trials!
Standing On Firm Ground
All of the behind-the-scenes testing and research is conducted with the goal of creating a stable, consistent source of locally-grown grain for our brewers and distillers. As the years roll by, our growers make subtle changes and invest in infrastructure that supports this goal. These investments have delivered a solid crop in the 2025 harvest that will sustain our operations for the next year.
Our customers, in turn, build beers and spirits that reflect the unique character of our region— the end result of a process we feel is extremely gratifying. We appreciate all the effort and support along the entire grain supply chain that is required to make this happen!
Enjoy the rest of your summer!
Cheers,
Brent
https://riverbendmalt.com/wp-content/uploads/2025/08/7813023530385075202-Brent-Manning-2-e1754951372511.jpeg11131533Scott Hickmanhttps://riverbendmalt.com/wp-content/uploads/2019/05/Riverbend-Malt-for-Craft-Beer.pngScott Hickman2025-08-11 18:33:322025-08-14 20:16:28Riverbend Malt House 2025 Harvest Report